
Машины хөдөлгүүрийг Honing хийх
Агуулга
Аливаа мотор эрт орой хэзээ нэгэн цагт нөөцийг нь хичнээн болгоомжтой ажиллуулж байсан ч хөгжүүлдэг. Нэгж хэсгийг их хэмжээгээр засварлахад мастер нь маш нарийн нямбай байдал шаарддаг олон нарийн төвөгтэй ажиллагааг гүйцэтгэдэг. Тэдгээрийн дотор цилиндрийн хонжуулалт байдаг.
Энэхүү процедурын мөн чанар нь юу вэ, түүнийг хэрхэн хэрэгжүүлдэг, өөр сонголт байгаа эсэхийг нарийвчлан авч үзье.
Хөдөлгүүрийн цилиндрийг юүлэх гэж юу вэ
Хөдөлгүүрийг хүндэтгэх нь эрчим хүчний нэгжийг шинэчилсний дараа хийх эцсийн процедур юм. Энэ нь өнгөлөх, өнгөлөхтэй төстэй бөгөөд зөвхөн тэдэнтэй харьцуулахад илүү үр дүнтэй байдаг.
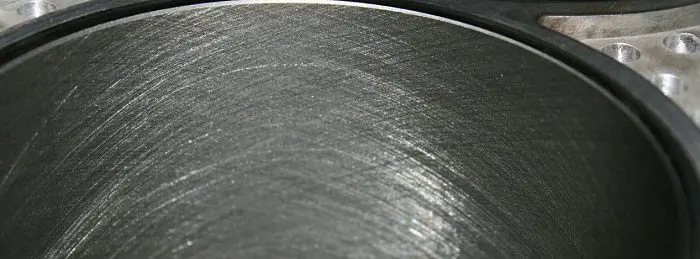
Хэрэв та процедурын дараа цилиндрийн гадаргууг харах юм бол нарийн ширхэгтэй тор шиг жижиг эрсдэлүүд нь тодорхой харагдаж байна. Ихэнх орчин үеийн дотоод шаталтат хөдөлгүүрүүд үйлдвэр дээр ийм боловсруулалт хийдэг.
Загварын чиглэл, давтамж, гүн аль болох нарийвчлалтай байхаар Honing хийх хэрэгтэй. Энэ нь хөдөлгүүрийн засварын эцсийн үе шат тул үндсэн ажлын дараа, жишээлбэл, диаметр ихэссэн поршенийг суурилуулахад цилиндрийн цооног хэрэгтэй бол гүйцэтгэнэ.
Их засвар хийсний дараа цилиндр нь үзэсгэлэнтэй, төгс тэгш гадаргуутай байдаг. Хүссэн загварыг хэрэгжүүлэхийн тулд мастер нь өнгөлгөөний уйтгартай адил токарь ашигладаг, зөвхөн тэр тусгай гогцоо ашигладаг. Энэ нь шаардагдах хэв маягийн бүтцийг шаардлагатай гүнд бий болгодог.
Хонш хийсний дараа поршений ханцуйг хослуулан засварласнаас хойш нунтаглах хугацаа бага шаардагдана. Энэ процедурын хэрэгцээг харуулах хүчин зүйлүүд энд байна.
- Шахалт унаж эхэлсэн (үүнийг хэрхэн хэмжих вэ, тайлбарласан болно тус тусад нь);
- Хөдөлгүүр нь илүү их тос хэрэглэж эхэлсэн. Зумпны түвшин буурахаас гадна яндангаас цэнхэр утаа гарч ирэх болно (үүнээс гадна энэ үзэгдлийн шалтгааныг тайлбарласан болно тусдаа тойм);
- Хөдөлгүүрийн хүч мэдэгдэхүйц буурсан;
- Хөдөлгөөнгүй хурд.
Тодорхой автомашины хөдөлгүүр ямар үед шинэчлэлт хийх шаардлагатай болохыг баттай хэлэх боломжгүй юм (энэ асуудлыг капиталын призмээр авч үздэг, учир нь цилиндрийн блокыг тусад нь бэхлэх нь эдийн засгийн хувьд үндэслэлгүй юм). Үүнд жолоодлогын хэв маяг, тээврийн хэрэгслийн эзэмшигч ямар хөдөлгүүрийн тос, түлш хэрэглэдэг вэ гэх мэт хэт олон хувьсагч нөлөөлдөг.
Эдгээр бүх шинж тэмдгүүд нь шууд бус шинж чанартай болохыг тэмдэглэх нь зүйтэй. Тэд тус бүр нь хөдөлгүүр, түлшний хангамжийн систем, турбин гэх мэт бусад эвдрэлийг илтгэж болно.
Ихэнх тохиолдолд засвар үйлчилгээ хийх боломжтой дагалдах системтэй холбоотой асуудлууд нь хамгийн багадаа 100 мянга гаруй миль явуулдаг машинуудад гардаг. Энэ хугацаанд цилиндр-поршений механизмд тодорхой хөгжил үүсдэг.
Жишээлбэл, цилиндрийн хананаас газрын тосны хусах цагираг хүртэлх зай маш их нэмэгдэж байгаа тул тос нь тосон шаантаг үүсгэх чадваргүй болсон. Энэ шалтгааны улмаас тосолгооны материал гадаргуу дээр хэвээр үлдэх бөгөөд бензин эсвэл дизель түлштэй харьцахдаа энэ нь уусдаг тул агаар түлшний хольц нь гадны бодис агуулдаг. Шатах үед тэдгээр нь саарал тортог үүсгэдэг.

Яндангийн тааламжгүй утаанаас гадна ижил төстэй асуудалтай автомашин бага шахалтаас болж эрчим хүчээ бууруулдаг. Яндангийн цохилтын үед утааны хийн хэсэг цагираг ба цилиндрийн хананы хооронд нэвчиж хөдөлгүүрийн картерт ордог. Драйвер нь эрчим хүчний нэгжийг ердийн горимд ажиллуулах тул түлшний зарцуулалт мэдэгдэхүйц нэмэгдэх болно.
Эдгээр нь нэгжийг их хэмжээгээр шинэчлэх шаардлагатай болох хэд хэдэн шалтгаан юм. Мастер шаардлагатай бүх процедурыг дуусгасны дараа (цилиндрийн нүхийг тохирох засварын хэмжээтэй хийвэл) хонжвор хийхийг хүсч болно.
Хонины гол зорилго
Энэхүү үйл ажиллагааны зорилго нь дараах байдалтай байна. Бичил хээ нь цилиндрийн толин тусгал дээр бага зэрэг барзгар байдлыг үүсгэдэг. Энэ нь тосолгооны материалыг гадаргуу дээр байлгахад шаардлагатай байдаг.
Цилиндр-поршений механизм дахь тос нь цагираг ба цилиндрийн хананы хоорондох үрэлтийг багасгах, дулааны ачаалал үүссэн тохиолдолд шаардлагатай хөргөлтийг хангахад хэрэгтэй гэдгийг хүн бүхэн мэддэг.

Нөөцийг боловсруулсан эрчим хүчний нэгжид цилиндрийн геометр өөрчлөгдөж, хөдөлгүүрийн ажиллагааг бууруулдаг. Цилиндрийн дотоод хэсэг нь эцэст нь бүдгэрч, тэгш бус байдал нь үйлдвэрт хийсэн анхны параметрээс ялгаатай болно.
Энэхүү эвдрэлийг цилиндрээс залхаж арилгадаг. Хэрэв үүнтэй төстэй процедурыг аль хэдийн хийсэн бол цилиндрийн хэмжээ нь эхнийхтэй тохирохгүй, харин хоёр дахь засварын утгатай тохирч байна. Үйл ажиллагаа дууссаны дараа та гогцоотой тусламжтайгаар зохих ховилыг хийх хэрэгтэй.
Цилиндрийн гадаргуугийн тосолгоог сайжруулахаас гадна хонхойлгох нь бас нэг зорилготой юм. Энэ процедур нь томруулах явцад үүссэн бол баррель эсвэл нарийссан хэлбэрийг арилгадаг.
Хөдөлгүүрийг жигнэх нь тэгш бус байдлын хамгийн дээд нарийвчлалыг баталгаажуулдаг бөгөөд энэ нь өнгөлөх, эсвэл өнгөлөхөд хүрэхэд илүү төвөгтэй байдаг. Дотоод шаталтат хөдөлгүүрийг ийм засварын дараа шаардлагатай үзүүлэлттэй байлгахын тулд эсийн хэмжээ, ховилын гүн нь үйлдвэрийн стандартад нийцсэн байх ёстой. Процедурыг хэрхэн зөв гүйцэтгэсэн тухай, мөн нормативын талаар бид дараа нь ярих болно.
Хөдөлгүүрт таталт байгаа бол юу хийх хэрэгтэй
Одоо бид цоорхой үүссэн бол цилиндрийн блокыг задлахгүйгээр согогийг арилгах боломжтой эсэх талаар анхаарлаа хандуулах болно. Мэдээжийн хэрэг, энэ асуудлыг харааны баталгаагүйгээр оношлох нь туйлын хэцүү байдаг. Хамгийн нийтлэг хүчин зүйл бол хөдөлгүүрийн хүчийг алдах, шахах явдал юм. Өмнө дурьдсанчлан, энэ шинж тэмдэг нь шатах хавхлагын шинж чанар эсвэл түлшний системийн эвдрэл юм.

Хэрэв эдгээр бүх шалтгааныг арилгасан боловч хүссэн үр дүнд хүрээгүй бол цилиндрт (шахалт багатай) үүсэх магадлал өндөр байна. Энэ эвдрэлийг үл тоомсорлож болохгүй, учир нь бага зэргийн асуудал ч гэсэн удахгүй поршений цилиндртэй хосыг хүчтэй элэгдэлд хүргэх болно.
Хэрэв дээрэлхсэн хүмүүс маш жижиг хэвээр байвал
Дотоод шаталтат хөдөлгүүрийг задлахаас өмнө хамгийн түрүүнд хийх зүйл бол тритотехникийн найрлагатай багаж ашиглах явдал юм. Энэ бол тодорхой нөхцөлд металлын гадаргуу дээр хүчтэй хальс үүсгэдэг, гэмтсэн хэсгүүдийн хоорондох үрэлтийн хүчийг нэмэгдүүлэхээс сэргийлдэг бодис юм.

Эдгээр нь хөдөлгүүрийн тосонд нэмэгддэг. Нэмэлт нь найрлагын онцлогоос хамаарч ажиллаж эхэлдэг. Өнөөдөр ийм сангууд маш олон янз байдаг. Эдгээр найрлагын нэг нь Suprotec Active Plus бөгөөд үүнийг дотоодын компани үйлдвэрлэдэг.
Хөдөлгүүрийн тосонд нэмэлт Suprotec Active Plus
Энэхүү бүтээгдэхүүний онцлог нь цилиндрийн хана бага зэрэг эвдэрч гэмтсэн тохиолдолд tribo бүрэлдэхүүний хөрөнгө нь гадаргууг нөхөн сэргээж өгдөг (элэгдэл нь аравны нэг миллиметрээс хэтрэхгүй байх ёстой).
Супротекийн найрлага нь эерэг нөлөө үзүүлэхийн тулд үйлдвэрлэгчийн зөвлөмжийг дагаж мөрдөх шаардлагатай. Хэрэв моторыг сэргээн засварлах ажлыг эдгээр шаардлагыг зөрчиж хийсэн бол уг бодис ажиллахгүй болно.

Энэхүү нэмэлт бодисын давуу тал нь тунг хэтрүүлэх нь төхөөрөмжид хор хөнөөл учруулахгүй байх явдал юм. Үнэн үү, үүнээс ч үр нөлөө гарахгүй. Эдгээр шалтгааны улмаас энэ үе шатыг нухацтай авч үзэх ёстой. Хэрэв үйлдвэрлэгчийн бүх шаардлагыг хангасан боловч хүссэн үр дүнд хүрэхгүй бол асуудал илүү ноцтой болно.
Нэмэлтүүд нэмэр болохгүй бол
Том хэмжээний таталтыг арилгахад ямар ч нэмэлт нэмэр болохгүй. Энэ тохиолдолд танд зөвхөн эрчим хүчний нэгжийг бүрэн задлах, цилиндрийг уйтгартай болгох, дараа нь тэдгээрийн гадаргууг засах шаардлагатай болно. Тохирох ховилыг хэрэглэх шат нь маш их хөдөлмөр шаарддаггүй. Бусад засварыг хийхэд илүү төвөгтэй байдаг. Зөвхөн чухал нөхцөл бол засвар хийх хүн хөдөлгүүрийн боловсруулалтын эцсийн шат, ялангуяа нарийн төвөгтэй байдлыг ойлгох ёстой.
Сантехникийн талаархи мэдлэг нь үүссэн ховилын жигд байдал ба өнцгийн нарийвчлалыг хадгалахын тулд ашигтай байх болно. Гаражийн нөхцөлд тусгай зүлгүүрийн сойз хэрэглэдэг. Мэргэжлийн түвшний хувьд хон нь саваа шиг харагддаг бөгөөд энэ нь нэг талаас токарийн хүрдэнд шургуулж, нөгөө талаас микроскопийн зураас үлдээж болох зохих материал бүхий гурван блокоор тоноглогдсон байдаг.
Процесс ба тоног төхөөрөмжид тавигдах шаардлага
Цилиндр доторх нунтаглах бэхэлгээний жигд хөдөлгөөнийг жигд тайрахад шаардагдана. Хэрэв токарь ашиглаж байгаа бол та овгор чулуун хөдөлгөөнгүй хөдөлгөөн хийх хэрэгтэй. Ихэнхдээ гаражид тусгай сойз хэрэглэдэг. Хөдөлгөөний хурд, хүчин чармайлт, гөлгөр байдал нь мастерын бие бялдрын чадвараас аль хэдийн хамаардаг. Хэрэв тэр энэ процедурыг удаа дараа хийсэн бол түүнд үнэн зөв зургийг бүтээх нь илүү хялбар болно. Гэхдээ энэ нь техникийн арга хэрэгслийг ашигласны дараа үзүүлэх нөлөөллөөс ялгаатай хэвээр байх болно.
Уг процедурыг дуусгахын тулд танд түвшин ба хөтөчийн төмөр зам хэрэгтэй болно. Эдгээр хэрэгслүүд нь зөв өнцгөөр жигд хэв маягийг бий болгоход тусална. Хэрэв мастер төөрөлдвөл тэр загварыг сүйтгэх болно, учир нь тэр бүх зүйлийг дахин хийх хэрэгтэй болно.
Хөдөлгүүрийг бэхлэх өөр нэг чухал урьдчилсан нөхцөл бол гадаргуугийн тогтвортой тосолгоо юм. Үүний тулд керосин эсвэл түүний холимог тосонд ашигтай байдаг. Энэ шингэн нь тохирох тэгш бус байдлыг бий болгоход саад болох жижиг чипсийг угаана.

Ажил дууссаны дараа уг хэсгийг савантай уусмалаар угаана. Энэ нь бүх жижиг хэсгүүдийг арилгаж, угсарсны дараа нэгжийн хөндийд гарахаас сэргийлнэ. Үүний дараа блокыг хатааж, зэврэлтээс хамгаалах тосоор эмчлэх шаардлагатай.
Хөдөлгүүрийг угсарч байх үед ердийн ачааллыг өгөхөөс өмнө цилиндр-поршений бүлгийг ажиллуулах ёстой. Энэ нь нарийвчилсан мэдээллийг бие биенээсээ үрэх боломжийг олгоно. Энэ хугацаанд дотоод шаталтын хөдөлгүүрт тосыг солих, өндөр чанартай түлш ашиглахад илүү нямбай хандах шаардлагатай болно.
Илүү зөөлөн алгадахын тулд та ижил триботехникийн Suprotek plus бодисыг ашиглаж болно. Зарим тохиолдолд хонинг цилиндрийн цооноггүйгээр хийж болно. Хэрэв гэмтэл нь бага, зөвхөн энэ ажиллагаа хангалттай бол хөдөлгүүрийг төхөөрөмжөөс салгаж ч чадахгүй.
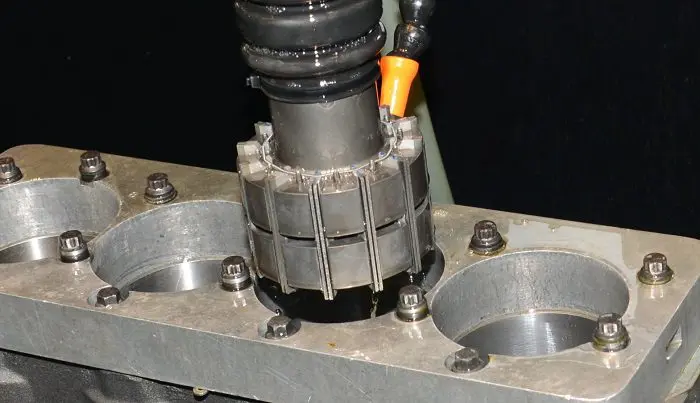
Цилиндрийг баяжуулах технологи
Бүх үйл явц хоёр үе шаттайгаар явагдана. Эхний үед илүү том зүлгүүр хэрэглэдэг. Энэ үе шатыг тэгш бус байдал гэж нэрлэдэг. Төгсгөлийн үе шатанд аль хэдийн нарийн ширхэгтэй хэрэгсэл шаардагдана. Энэ нь нэгэн зэрэг цилиндрийн гадаргууг тэгш, тэгш бус байдлын хамгийн тохиромжтой тэнцвэрт байдалд хүргэдэг.
Өмнө нь энэ процесст бааранд наалдсан керамик зүлгүүр ашиглаж байсан. Өнөөдрийг хүртэл алмазын аналогууд өөрсдийгөө баталж чаджээ. Үүний шалтгаан нь материалын удаан хугацааны механик стресст тэсвэртэй байдал юм.

Орчин үеийн тоног төхөөрөмж нь диаметрийг өөрчилж чадах хоншоор тоноглогдсон байдаг. Энэхүү технологи нь токарь дээр цилиндрийг уйтгарлахаас зайлсхийдэг. Машинист боловсруулалтын дараа цилиндрийн диаметр бага зэрэг өөрчлөгдөж болох боловч засварын зөвшөөрөгдөх хязгаарт багтах болно.
Хоёр өөр төрлийн хөдөлгүүртэй харьцахад бага анхаарал хандуулах хэрэгтэй. Ханцуйвчийн өөрчлөлтийг засах нь ханцуйгүй аналогитай ижил процедураас арай өөр юм.
Ханцуйгүй мотор
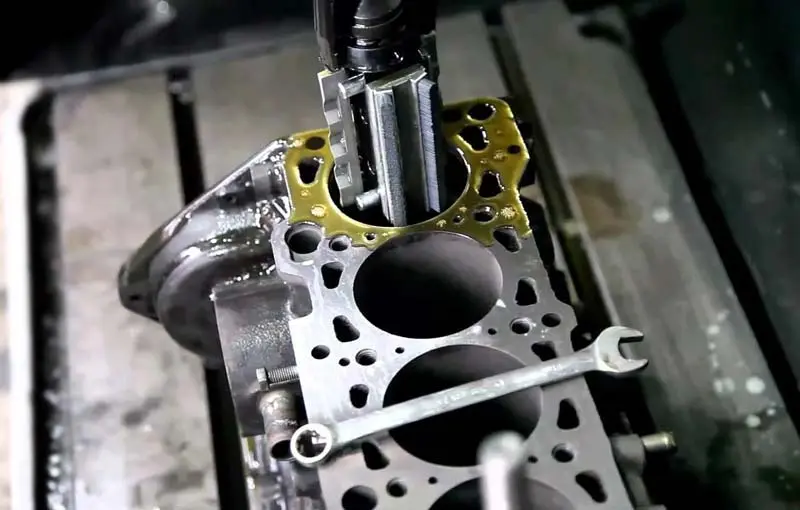
Сонгодог хайрцаггүй моторыг хөгжүүлэх хамгийн хялбар арга. Үүний тулд блокыг задалж, машин дээр суулгасан болно. Их биеийг хавчуулж, шаардлагатай параметрийг гогцоонд тохируулж, хөргөх шингэнийг нийлүүлдэг.
Аль багажийг ашиглаж байгаагаас, мөн хэр хэмжээгээр боловсруулалт хийх шаардлагатай байгаагаас хамаарч үйл ажиллагааны хугацаа өөр өөр байх болно. Мастер нь хайрцагнууд нь хатуу босоо чиглэлд хөдөлж байгаа эсэхийг баталгаажуулах нь чухал бөгөөд блокыг аль болох хүчтэй бэхэлж бэхэлгээ хийхгүй.

Хонины үр дүнг дотоод хэмжигчээр хянана (бүтээгдэхүүний бүх уртын дагуу дотоод диаметрийг хэмжих хэрэгсэл). Илүү ноцтой семинарт төхөөрөмжүүдийг эцсийн гадаргуугийн тэгш бус байдлын түвшинг тодорхойлоход ашигладаг.
Ханцуйны мотор
Ийм моторуудын онцлог шинж чанар нь тэдгээрийн доторхи засварыг бага зэрэг хялбаршуулсан байдаг. Машины эзэмшигч нь тодорхой эрчим хүчний блокийн зориулалттай багц доторлогоог худалдаж авдаг. Эдгээр хэсгүүд нь хонжуулалтын процесст орсон эсэхийг баталгаажуулах нь чухал юм. Үгүй бол бүтээгдэхүүн удаан хугацаанд үйлчлэхгүй.
Ийм бүтээгдэхүүнийг худалдаж авахад үйлдвэрлэгч уг бүтээгдэхүүнийг суурилуулахад бэлэн болсон тул нэмэлт боловсруулалт хийх шаардлагагүй гэж баталж чадна. Хөдөлгүүрийн капитал нь үнэтэй процедур тул өөрөө харах нь дээр. Энэ төрлийн бүтээгдэхүүний бүх параметрүүд үйлдвэрлэгч дээр үнэхээр ажиглагдсан эсэхийг шалгахын тулд шидтэнгээс асуух хэрэгтэй.

Семинарт доторлогооны материалыг боловсруулахын тулд цилиндр блокны биетэй төстэй тусгай хавчаар байх ёстой. Энэ нь тохирох боолтыг чангалах хүчээр машины орон дээр бэхлэгддэг бөгөөд ингэснээр ханцуйгаа өөрөө гэмтээхгүй, гэхдээ хөдлөхийг зөвшөөрдөггүй.
Шинэ ханцуйг дөрвөн үе шаттайгаар боловсруулдаг.
- Барзгар металлын давхаргыг арилгадаг (зарим тохиолдолд тэд уйтгартай байдаг);
- 150 ширхэгтэй зүлгүүрээр ханах;
- Жижиг үр тариатай ижил төстэй үйл ажиллагаа (300-аас 500 хүртэл);
- Цахиурын талст агуулсан зуурмаг ашиглан металл тоосноос гадаргууг нилон сойзоор цэвэрлэх.
Танхай этгээдүүдийн үр дагавар ба шийдлүүд
Хөдөлгүүрийг оноож авсан гол үр дагаварууд энд байна.
| Гэмтэл: | Шинж тэмдэг: | Боломжит шийдэл: |
| Тос хусах цагираг нь илүүдэл өөх тосыг арилгаж чаддаггүй тул тос их хэмжээгээр шатдаг | Машин их хэмжээний тос авч эхэлсэн (үл тоомсорлосон хувилбараар 1 км тутамд литр хүртэл). | Suprotek Active Plus-ийн нэмэлтийг ашиглаарай; Хэрэв хэрэгсэл нь тус болохгүй бол та дотоод шаталтын хөдөлгүүрийг их хэмжээгээр шинэчлэх шаардлагатай болно |
| Агаарын түлшний хольцтой холилдон цилиндрт шатдаг тул өөхний шаталт улам бүр нэмэгдсэн. | Тосолгооны материалын хэрэглээг нэмэгдүүлэхээс гадна яндангийн хоолойноос цэнхэр утаа их гарах болно. | Трибо найрлагыг тосонд хийнэ; Бага зэргийн таталт гарсан тохиолдолд хоншоор нь уг төхөөрөмжийг задлахгүйгээр нөхцөл байдлыг өөрчилнө. |
| Поршен ба цилиндрийн хосын нягтрал эвдэрсэн | Сул зогсолт "хөвөх" | Хэрэв түлшний систем хэвийн ажиллагаатай, гал ассан, хяналтын хэсэгт алдаа гараагүй бол энэ нь таталтын тодорхой шинж тэмдэг юм. Эхний үе шатанд Active Plus нэмэлт туслах болно, илүү дэвшилтэт шатанд уйтгартай, дараа нь хонгилох шаардлагатай болно |
| Яндангийн хий нь картерт орж ирэв | Түлшний зарцуулалт нэмэгдсэн (хүчийг ижил түвшинд байлгахын тулд хийн дөрөөг илүү хүчтэй дарж, тахир голыг эргүүлэх хэрэгтэй болно) | Зарим тохиолдолд триботехникийн найрлагатай хэрэгсэл нь тусалж болно. Гэсэн хэдий ч дагалдах эвдрэл (жишээлбэл, поршений шаталт) нь хөдөлгүүрийг бүрэн буюу хэсэгчлэн задлах шаардлагатай болно. Цахилгаан эрчим хүчний алдагдлын шалтгааныг тодруулах өөр арга байхгүй. |
Гэрийн нөхцөлд мотороор хонх хийх ажлыг өрөм, гар хийцийн багаж ашиглан хийж болох боловч ийм журмын чанар муу байх болно. Ийм эмчилгээ хийсний дараа хөдөлгүүрт илүү хурдан үүсдэг тул эрчим хүчний нэгжийг шинэчлэх хоорондын зайг богиносгох болно.
Дотоод шаталтын хөдөлгүүрийн капитал нь ижил тооны ажлын хязгаарлалттай байдаг тул орчин үеийн тоног төхөөрөмж дээр ажилладаг мэргэжилтнүүдэд итгэмжлэх нь дээр юм. Электроникууд нь "нүдээр" аргаас илүү нарийн боловсруулалт хийх болно.
Харьцуулахын тулд орчин үеийн тоног төхөөрөмж дээр том хэмжээтэй болгохын тулд цилиндрийг шууд хонгилох үйл явц хэрхэн явагдаж байгааг үзээрэй.

Асуултууд ба хариултууд:
Юунд зориулж ганганах вэ? Энэ нь цилиндрийн ханан дээрх барзгар байдлыг багасгах явдал юм. Энэ нь мөн поршений цагирагуудын оролтыг хурдасгахад шаардлагатай. Хонинговка нь капиталын дараа дотоод шаталтын хөдөлгүүрийн ашиглалтын хугацааг нэмэгдүүлдэг.
Block Honing гэж юу вэ? Энэ нь цилиндрийн хананд нарийн тор хийх журам юм. Энэ нь хөдөлгүүрийн тосыг хадгалах боломжийг олгодог бөгөөд энэ нь поршений цагирагны тосолгооны материалыг сайжруулж, тосны бэхэлгээг тогтворжуулдаг.
