Хийн хуваарилах механизм - хавхлагын бүлэг
Агуулга
Хугацааны зорилго, төрөл:
1.1. Хийн хуваарилах механизмын зорилго:
Хавхлагын цаг хугацааны механизмын зорилго нь шинэ түлшний хольцыг хөдөлгүүрийн цилиндрт дамжуулж, яндангийн хий ялгаруулах явдал юм. Хийн солилцоог хөдөлгүүрийн үйл ажиллагааны хүлээн зөвшөөрөгдсөн журмын дагуу цаг хугацааны туузан элементүүдээр битүүмжилсэн оролт, гаралтын нүхээр гүйцэтгэдэг.
1.2. Valve бүлгийн даалгавар:
хавхлагын бүлгийн зорилго нь оролт, гаралтын портуудыг герметик байдлаар хааж, заасан хугацаанд заасан хугацаанд нээх явдал юм.
1.3. Хугацааны төрөл:
хөдөлгүүрийн цилиндрийг хүрээлэн буй орчинтой холбосон эрхтнүүдээс хамаарч цаг хугацаа нь хавхлага, дамар, хавсарсан байна.
1.4. Цаг хугацааны төрлийг харьцуулах:
харьцангуй энгийн хийцтэй, найдвартай ажиллагаатай тул хавхлагын цаг хугацаа хамгийн түгээмэл байдаг. Цилиндрт даралт ихсэх үед хавхлагууд хөдөлгөөнгүй хэвээр байгаа тул ажлын зайг оновчтой, найдвартай битүүмжлэх нь хавхлага эсвэл хосолсон хугацаанаас ноцтой давуу талыг өгдөг. Тиймээс хавхлагын цаг хугацаа улам бүр ашиглагдаж байна.

Хавхлагын бүлгийн төхөөрөмж:
2.1. Хавхлагын төхөөрөмж:
Хөдөлгүүрийн хавхлагууд нь иш ба толгойноос бүрдэнэ. Толгойг нь ихэвчлэн хавтгай, гүдгэр эсвэл хонх хэлбэртэй хийдэг. Толгой нь цилиндр хэлбэртэй жижиг бүстэй (ойролцоогоор 2 мм) ба 45˚ эсвэл 30˚ битүүмжлэх налуутай. Цилиндр тууз нь нэг талаар битүүмжлэх самрыг нунтаглахдаа хавхлагын гол диаметрийг хадгалах, нөгөө талаас хавхлагын хатуулгийг нэмэгдүүлэх, улмаар деформацаас урьдчилан сэргийлэх боломжийг олгодог. Хамгийн өргөн тархсан нь хавтгай толгойтой, 45˚ өнцгөөр битүүмжилсэн налуу хавхлагууд (эдгээр нь ихэвчлэн сорох хавхлагууд байдаг) бөгөөд цилиндрийг дүүргэх, цэвэрлэх ажлыг сайжруулахын тулд сорох хавхлага нь яндангийн хавхлагаас илүү том диаметртэй байдаг. Яндангийн хавхлагыг ихэвчлэн бөмбөгөр бөмбөлөг толгойгоор хийдэг.
Энэ нь цилиндрээс яндангийн хийн гадагшлах урсгалыг сайжруулж, хавхлагын бат бөх, хатуу байдлыг нэмэгдүүлдэг. Хавхлагын толгойноос дулааныг зайлуулах нөхцлийг сайжруулах, хавхлагын ерөнхий хэв гажилтгүй байдлыг нэмэгдүүлэхийн тулд толгой ба ишний хоорондох шилжилтийг 10˚ - 30˚ өнцгөөр, их хэмжээний муруйлттай радиустай хийнэ. Хавхлагын ишний дээд төгсгөлд хаварыг хавхлагт бэхлэх хүлээн зөвшөөрөгдсөн аргаас хамааран конус, цилиндр эсвэл тусгай хэлбэрээр ховил хийдэг. Натрийн хөргөлтийг хэд хэдэн хөдөлгүүрт тэсрэлт хавхлагын дулааны даралтыг бууруулахад ашигладаг. Үүнийг хийхийн тулд хавхлагыг хөндий болгож, үүссэн хөндий нь хагас натриаар дүүргэгдсэн бөгөөд хайлах цэг нь 100 ° C байна. Хөдөлгүүр ажиллаж байх үед натри хайлж, хавхлагын хөндийгөөр дамждаг бөгөөд дулааныг халуун толгойноос хөргөлтийн иш рүү, тэндээс хавхлагын идэвхжүүлэгч рүү шилжүүлдэг.
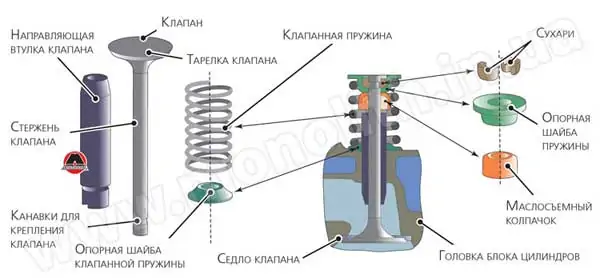
2.2. Хавхлагыг хавартай холбох:
энэ нэгжийн дизайн нь маш олон янз байдаг боловч хамгийн нийтлэг загвар нь хагас боргоцой юм. Хавхлагын ишний суваг руу ордог хоёр хагас конусын тусламжтайгаар хавар дарагдсан бөгөөд хавар бэхлэгддэг бөгөөд уг төхөөрөмжийг задлахыг зөвшөөрдөггүй. Энэ нь хавар ба хавхлагын хоорондох холбоог үүсгэдэг.
2.3. Хавхлагын суудлын байршил:
Орчин үеийн бүх хөдөлгүүрүүдэд яндангийн суудлыг цилиндрийн толгойноос тусад нь үйлдвэрлэдэг. Эдгээр нь цилиндрийн толгойг хөнгөн цагааны хайлшаар хийсэн тохиолдолд сорох аяганд ашигладаг. Энэ нь цутгамал төмрөөр хийгдсэн тохиолдолд түүнд эмээл хийдэг. Бүтцийн хувьд суудал нь цилиндрийн толгой дээр тусгайлан боловсруулсан суудал дээр бэхлэгдсэн цагираг юм. Үүний зэрэгцээ, заримдаа суудлын гаднах гадаргуу дээр ховил хийдэг бөгөөд энэ нь суудал дээр дарахад цилиндр толгойн материалаар дүүргэж, улмаар найдвартай бэхлэгддэг. Бэхэлгээг хавчихаас гадна эмээлийг дүүжлэх замаар хийж болно. Хавхлагыг хаах үед ажлын орон зайн битүүмжлэлийг хангахын тулд суудлын ажлын гадаргууг хавхлагын толгойн битүүмжлэх дээвэртэй ижил өнцгөөр боловсруулах шаардлагатай. Үүний тулд эмээлийг 15˚ ба 45 мм орчим өргөнтэй битүүмжлэх соронзон хальс авахын тулд 75, 45˚ ба 2˚ биш хурц өнцөгтэй тусгай багаж хэрэгслээр боловсруулдаг. Үлдсэн булангуудыг эмээлийн эргэн тойрон дахь урсгалыг сайжруулах зорилгоор хийдэг.
2.4. Хавхлагын удирдамж байршил:
гарын авлагын дизайн маш олон янз байдаг. Ихэнх тохиолдолд гаднах гөлгөр гадаргуутай гарын авлагыг ашигладаг бөгөөд энэ нь төвгүй сантехникийн машин дээр хийгдсэн байдаг. Гаднах бэхэлгээний оосортой гарын авлагыг бэхлэх нь илүү хялбар боловч хийхэд хэцүү байдаг. Үүний тулд туузны оронд гарын авлагад зогсоох цагираг хийх суваг хийх нь илүү тохиромжтой байдаг. Яндангийн хавхлагын удирдамжийг ихэвчлэн халуун яндангийн хийн урсгалын исэлдэлтийн нөлөөллөөс хамгаалахад ашигладаг. Энэ тохиолдолд илүү урт гарын авлага хийдэг бөгөөд үлдсэн хэсэг нь цилиндр толгойн яндангийн сувагт байрладаг. Чиглүүлэгч ба хавхлагын толгойн хоорондох зай багасахад хавхлагын толгойн хажуугийн чиглүүлэгчийн нүх нь хавхлагын толгойн хэсэгт нарийсч эсвэл өргөжиж байна.

2.5. Булгийн төхөөрөмж:
орчин үеийн хөдөлгүүрүүдэд тогтмол давтамжтай хамгийн түгээмэл цилиндр булаг. Дэмжих гадаргууг бүрдүүлэхийн тулд булгийн ороомгийн төгсгөлүүдийг хооронд нь нэгтгэж, духан дээрээ хавчуулсны үр дүнд нийт ороомгийн тоо нь ажиллаж байгаа булгийн тооноос хоёроос гурав дахин их байна. Төгсгөлийн ороомог нь хавтангийн нөгөө талд, цилиндрийн толгой эсвэл блокны нөгөө талд тулгуурладаг. хэрэв резонанс үүсэх эрсдэлтэй бол хавхлагын булаг нь хувьсах давирхайгаар хийгддэг. Алхам хурдны хайрцаг нь хаврын нэг үзүүрээс нөгөө үзүүр хүртэл, эсвэл дундаас хоёр үзүүр хүртэл нугална. Хавхлагыг онгойлгоход бие биентэйгээ хамгийн ойр ороомог шүргэж, улмаар ажлын ороомгийн тоо буурч, хаврын чөлөөт хэлбэлзлийн давтамж нэмэгддэг. Энэ нь резонансын нөхцлийг арилгана. Үүнтэй ижил зорилгоор заримдаа конус хэлбэрийн булаг ашигладаг бөгөөд тэдгээрийн байгалийн давтамж нь уртын дагуу өөрчлөгдөж, резонансын илрэлийг хасдаг.
2.6. Хавхлагын бүлгийн элементүүдийг үйлдвэрлэх материал:
• Хавхлагууд - Сорох хавхлагууд нь хром (40х), хром никель (40XN) болон бусад хайлштай гангаар хийгдсэн байдаг. Яндангийн хавхлагууд нь хром, никель болон бусад хайлштай металлын агууламж өндөртэй халуунд тэсвэртэй гангаар хийгдсэн: 4Kh9S2, 4Kh10S2M, Kh12N7S, 40SH10MA.
• Хавхлагын суудал - Өндөр температурт тэсвэртэй ган, цутгамал төмөр, хөнгөн цагаан хүрэл эсвэл кермет зэргийг ашигладаг.
• Хавхлагын чиглүүлэгч нь саарал сувдан цутгамал төмөр, хөнгөн цагаан хүрэл зэрэг дулааны болон элэгдэлд тэсвэртэй, дулаан дамжуулалт сайтай материалыг үйлдвэрлэхэд хэцүү орчин юм.
• Пүрш - пүршний стомагаас ороомгийн утсаар хийсэн, жишээ нь 65G, 60C2A, 50HFA.
Хавхлагын бүлгийн ажиллагаа:
3.1. Синхрончлолын механизм:
синхрончлолын механизм нь тахир голтой кинематикаар холбогдсон бөгөөд түүнтэй синхроноор хөдөлдөг. Цаг хугацааны бүс нь хүлээн зөвшөөрөгдсөн ажиллагааны журмын дагуу тусдаа цилиндрүүдийн оролт, гаралтын портыг нээж битүүмжилнэ. Энэ бол цилиндр дэх хийн солилцооны үйл явц юм.
3.2 Цаг хугацааны хөтчийн үйлдэл:
Цаг хугацааны хөтөч нь camshaft-ийн байршлаас хамаарна.
• Доод тэнхлэгтэй - гөлгөр ажиллахын тулд дамжлагатай араа нь налуу шүдтэй, чимээгүй ажиллахын тулд арааны цагираг нь текстолитоор хийгдсэн байдаг. Паразит араа эсвэл гинжийг хол зайд жолоодохын тулд ашигладаг.
• Дээд голтой - булны гинжтэй. Харьцангуй дуу чимээ багатай, энгийн загвартай, жин багатай, гэхдээ хэлхээ нь элэгдэж, сунадаг. Ган утсаар бэхжүүлж, элэгдэлд тэсвэртэй нейлон давхаргаар хучсан неопрен дээр суурилсан цагны бүсээр дамжуулан. Энгийн дизайн, чимээгүй ажиллагаа.
3.3. Хийн хуваарилалтын схем:
Хийн хавхлагаар дамжин өнгөрөх урсгалын нийт хэмжээ нь түүний нээгдэх хугацаанаас хамаарна. Дөрвөн цус харвах хөдөлгүүрт хэрэглээ ба яндангийн цохилтыг хэрэгжүүлэхэд тахир голын эргэлтийг 180˚-т харгалзах нэг поршений цус харвалт өгдөг болохыг та мэднэ. Гэсэн хэдий ч туршлагаас харахад цилиндрийг илүү сайн дүүргэх, цэвэрлэхийн тулд дүүргэх, хоослох үйл явцын үргэлжлэх хугацаа нь холбогдох поршений цохилтоос илүү урт байх ёстой. хавхлагыг нээх ба хаах ажлыг поршений харвалтын үхсэн цэг дээр хийх ёсгүй, гэхдээ гүйцэж түрүүлэх эсвэл хойшлуулах замаар хийх хэрэгтэй.
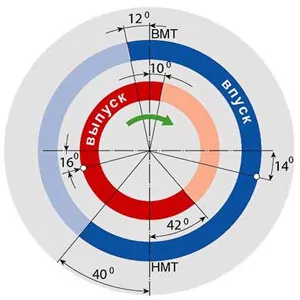
Хавхлагыг нээх, хаах хугацааг тахир голын эргэлтийн өнцгөөр илэрхийлж, хавхлагын цаг хугацаа гэж нэрлэдэг. Илүү найдвартай байхын тулд эдгээр үе шатыг дугуй диаграм хэлбэрээр хийсэн болно (Зураг 1).
Сорох хавхлага нь ихэвчлэн поршений дээд үхсэн цэгт хүрэхээс өмнө φ1 = 5˚ – 30˚ хэт давсан өнцгөөр нээгддэг. Энэ нь дүүргэлтийн цус харвалтын хамгийн эхэнд тодорхой хавхлагын хөндлөн огтлолыг баталгаажуулж, улмаар цилиндрийн дүүргэлтийг сайжруулдаг. Поршений доод үхсэн цэгийг өнгөрсний дараа сорох хавхлага нь саатлын өнцгөөр φ2 = 30˚ - 90˚ хаалттай байна. Оролтын хавхлагын хаалтын саатал нь түлшний шинэ хольцыг түлшээр цэнэглэх, улмаар хөдөлгүүрийн хүчийг нэмэгдүүлэхэд ашиглах боломжийг олгодог.
Яндангийн хавхлага нь гүйцэж түрүүлэх өнцгөөр нээгддэг φ3 = 40˚ – 80˚, өөрөөр хэлбэл. Цус харвалтын төгсгөлд цилиндрийн хийн даралт харьцангуй өндөр байх үед (0,4 - 0,5 МПа). Энэ даралтаар эхэлсэн хийн цилиндрийг эрчимтэй гадагшлуулах нь даралт, температурын огцом уналтад хүргэдэг бөгөөд энэ нь ажлын хийг нүүлгэн шилжүүлэх ажлыг ихээхэн бууруулдаг. Яндангийн хавхлага нь φ4 = 5˚ - 45˚ саатлын өнцгөөр хаагддаг. Энэ саатал нь шаталтын камерыг яндангийн хийнээс сайн цэвэрлэх боломжийг олгодог.
Оношлогоо, засвар үйлчилгээ, засвар:
4.1. Оношлогоо
Оношилгооны шинж тэмдэг:
- •Дотоод шаталтын хөдөлгүүрийн хүч буурсан:
- Цэвэрлэгээ багассан;
- Хавхлагын бүрэн бус тохируулга;
- Хураан авсан хавхлагууд.
• Түлшний зарцуулалт нэмэгдсэн: - Хавхлаг ба өргөгч хоорондын зай багассан;
- Хавхлагын бүрэн бус тохируулга;
- Хураан авсан хавхлагууд.
• Дотоод шаталтат хөдөлгүүрт өмсөх: - Camshaft-ийн элэгдэл;
- camshaft cams-ийг нээх;
- Хавхлагын иш ба хавхлагын голын хоорондох цэвэрлэгээ нэмэгдсэн;
- Хавхлаг ба өргөгчийн хоорондох том зай;
- хугарал, хавхлагын булгийн уян хатан чанарыг зөрчих.
• Бага даралтын индикатор: - Хавхлагын суудал нь зөөлөн;
- Зөөлөн буюу эвдэрсэн хавхлагын хавар;
- Шатсан хавхлага;
- шатсан эсвэл урагдсан цилиндр толгойн жийргэвч;
- Тохируулаагүй дулааны ялгаа.
• Өндөр даралтын үзүүлэлт. - Толгойн өндрийг бууруулсан;
Оношилгооны цаг хугацаа:
• Шахалтын цус харвалтын төгсгөлд цилиндр дэх даралтыг хэмжих. Хэмжилт хийх явцад дараахь нөхцлийг хангасан байх ёстой: шаталтын хөдөлгүүрийг ажлын температур хүртэл халаах шаардлагатай; Оч залгуурыг зайлуулах ёстой; Индукцийн ороомгийн төвийн кабелийг тосолж, тохируулагч ба агаарын хавхлагыг онгойлгох ёстой. Хэмжилтийг компрессор ашиглан гүйцэтгэдэг. Тусдаа цилиндрүүдийн хоорондох даралтын зөрүү 5% -иас хэтрэхгүй байх ёстой.
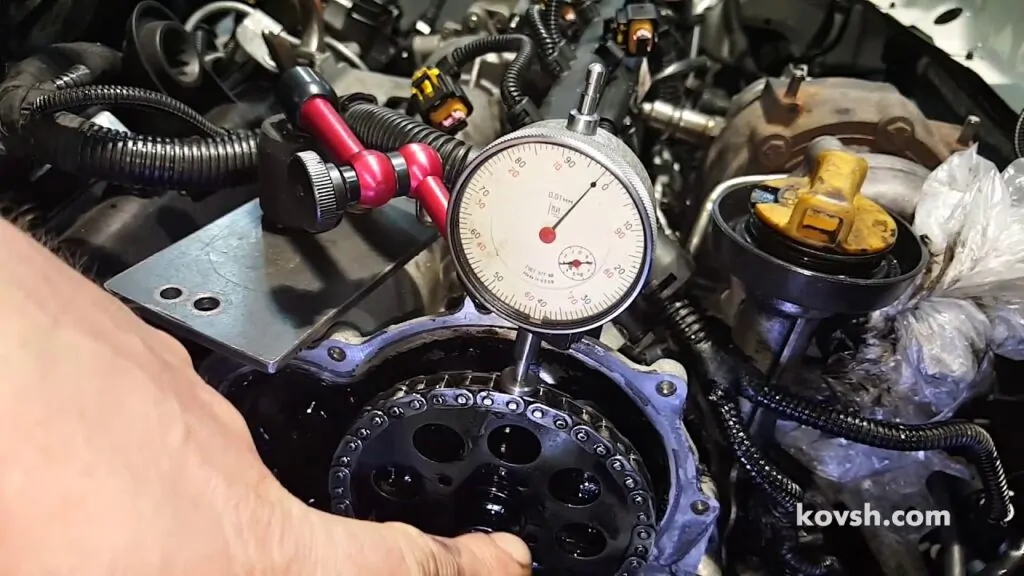
4.2. Цаг хугацааны бүс дэх дулааны зайг тохируулах:
Дулааны зөрүүг шалгах, тохируулах ажлыг эхний цилиндрээс эхлээд хөдөлгүүрийн ажиллагааны дараалалд тохирсон дарааллын дагуу даралт хэмжигч хавтанг ашиглан гүйцэтгэнэ. Хэвийн зөрүүтэй тохирох зузаан хэмжигч чөлөөтэй өнгөрвөл цоорхойг зөв тохируулна. Цоорхойг тохируулахдаа халиваар тохируулагч боолтыг барьж, чанамал самарыг сулруулж, цоорхойн хавтанг хавхлагын иш ба муфт хооронд байрлуулж, тохируулагч боолтыг эргүүлж шаардлагатай зайг тохируулна. Дараа нь түгжээний самар чангарна.

4.3. Хавхлагын бүлгийг засах:
• Хавхлагын засвар - гол гэмтэл нь конус хэлбэрийн ажлын гадаргуугийн элэгдэл, шаталт, ишний элэгдэл, ан цав үүсэх явдал юм. Хэрвээ толгойнууд нь шатаж, хагарал үүсвэл хавхлагуудыг хаядаг. Гулзайлтын хавхлагын ишийг багаж ашиглан гар дарагч дээр шулуун болгодог. Хагарсан хавхлагын ишийг цаг хугацаа эсвэл индүүдэх замаар засч, дараа нь нэрлэсэн эсвэл том хэмжээтэй засварын хэмжээгээр нунтаглана. Хавхлагын толгойн элэгдсэн ажлын гадаргуу нь засварын хэмжээнд хүртэл нунтаглагдсан. Хавхлагууд нь зүлгүүрийн зуурмагаар суудалд наалддаг. Нугастай хавхлагууд дээр керосин асгах замаар нунтаглалтын нарийвчлалыг шалгана, хэрэв гоожихгүй бол 4-5 минутын турш нунтаглана. Хавхлагын булгийг сэргээгээгүй, харин шинээр сольсон.
Асуултууд ба хариултууд:
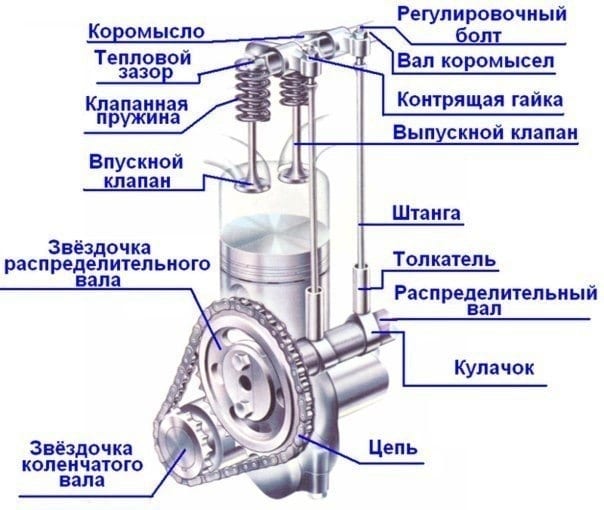
Хийн хуваарилах механизмд юу багтдаг вэ? Энэ нь цилиндрийн толгойд байрладаг. Түүний загварт: тэнхлэгийн ор, тэнхлэг, хавхлага, рокер гар, түлхэгч, гидравлик өргөгч, зарим загварт фазын шилжүүлэгч орно.
ДХөдөлгүүрийн хугацаа юунд зориулагдсан вэ? Энэхүү механизм нь агаар-түлшний хольцын шинэ хэсгийг цаг тухайд нь нийлүүлэх, утааны хийг зайлуулах боломжийг олгодог. Өөрчлөлтөөс хамааран хавхлагын цагийг өөрчлөх боломжтой.
Хийн хуваарилах механизм хаана байрладаг вэ? Орчин үеийн дотоод шаталтат хөдөлгүүрт хийн хуваарилах механизм нь цилиндрийн толгой дээрх цилиндрийн блок дээр байрладаг.
